通常使用的定位销与孔之间的基孔制公差为h7/g6。安装时因设计应用的情况不同 ,又有三种配合机制:间隙配合、过盈配合、过渡配合
定位销与孔之间什么时候用间隙配合?过盈配合?过渡配合?
阅读更多...
通常使用的定位销与孔之间的基孔制公差为h7/g6。安装时因设计应用的情况不同 ,又有三种配合机制:间隙配合、过盈配合、过渡配合
工件作检具中要想获得正确的定位,首先要正确的找到定位基准,其次则是选择合适的定位元件,工件定位时,工件的定位基准和检具的定位元件接触形成定位副。
本次定位销加工方法包括加工销钉胚体;平端面后加工盲孔和半圆槽;对盲孔车内孔、车外圆和内孔倒角;加工收口部;沿销体外表面周向均匀的车三条直槽;对销体进行热处理,随后依次进行超声波处理去除油污,抛光处理去除毛刺;对销体进行二次热处理后进行加黑处...
定位销以工件孔作为定位基准,参与限制物体自由度的零件,控制物品在X 、Y 、Z 三个轴向的直线运动,和绕着X、 Y 、Z的旋转运动的六个自由运动度。
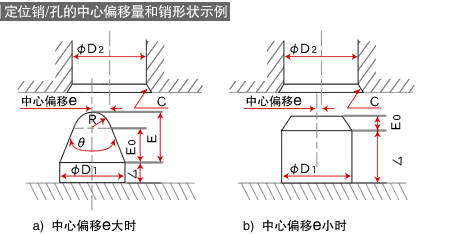
使用自动机及夹具等进行定位作业时,销轴和孔的尺寸关系(配合方式等)同样重要的,还有定位销与孔的形状的合理设计。根据配合进行定位设计的原则
无压型自动设备通常会采用支架构造,为了长时间维持构造的轻量性以及各支架的精度、通常会采用铝制底板插入衬套的构造,可实现上面的目标1。

