冲头结构理论
模具中有多种冲头形式,非圆形截面的冲头结构要根据料带的工艺和模具产品的状态来定,而对于截面为圆形的冲头,国家是有相应标准的。
1. 圆形冲头的结构
已知常见的圆冲结构有下面几种

冲头设计原理,你都知道哪些
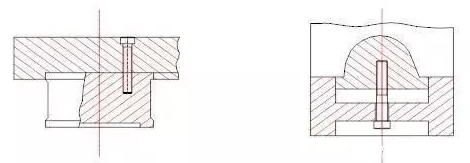
我们可以把圆冲理解成A冲和T冲。冲头分为一阶、二阶和三阶,这是他们的区别,A冲用在较小的冲孔位置,T冲用在较大的冲孔位置。还有一种情况,就是在冲压材料厚度和孔径与小孔凸模的结构相似时,采用保护罩结构,这是为了提高其纵向抗弯曲能力,如图
下图是冲裁有空间或模具零件很大的情况下,为了保证其方便安装和自身强度,所用的结构样式。
冲头设计原理,你都知道哪些
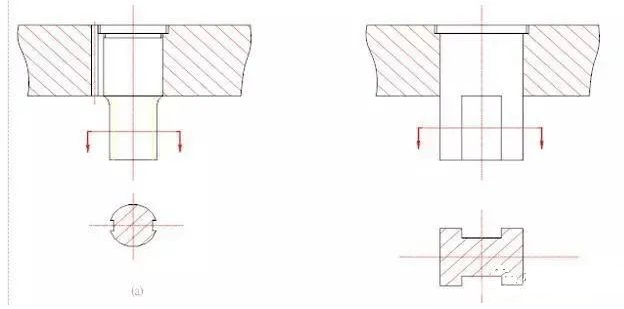
2. 非圆形的冲头形状
我们需要用工艺对非圆形冲头进行成型,但我们可以将其理解为圆形和方形这两类。当工件为圆形时,我们可将冲头的固定部分制成圆柱形,同理,也可将冲头的固定部分制成方形。通常使用打骑缝销钉对付凸械的转劝,下图这种方式可以减小大家制造冲头的复杂程度,但是用圆柱形固定的非圆柱冲头应该要留意冲头的走位。
冲头设计原理,你都知道哪些
3. 固定冲头的方式
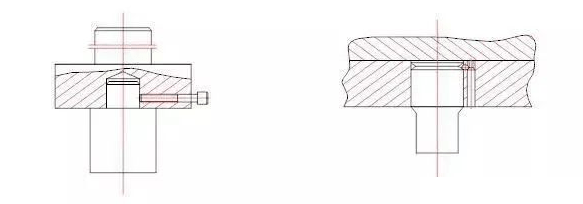
一般我们用夹板来固定冲头,用间隙配合来应对冲头与夹板之间。可以通过料厚个模具精度来对间隙进行适当的调度,一般为单侧0.01mm。
在较大直径的情况下,冲头可以做成装配台阶的形式。多头冲模等一些中小型凸模通常用铆头形式来固定,尤其是在彼此间距比较小的情况下,对多头冲模用台阶式结构的话会相互干预,这时候用铆头结构就会更加紧密。
冲头设计原理,你都知道哪些
对于冲裁大型工件的固定,我们可以将上模座与冲头固定,把冲头做成镶件快拆不失为一种好的办法。一些冲头容易磨损的和一些小冲头,可以用可更换的冲头固定形式来解决。
实现更好的减少修模时间,更快的更换,不需要拆卸上模整体,这就是这种结构形式的优点。还有一种现在不怎么用的灌胶固定的方法,就不再详细描述了,具体如下图所示:
4. 怎么确定冲头长度
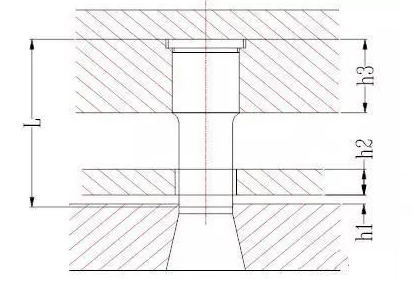
冲头长度一般由模具的结构决定,理论上由上模模板的厚度决定。一般来说,结构和使用要求满足前的时间越短越好。冲头长度可按以下公式计算:
L = h1 + h2 + h3 +(10〜20)(毫米)
h1为导尺厚度(毫米)
h2为卸料板厚度(毫米)
h3为凸模固定板厚度(毫米)
冲头大多由要冲模的结构来决定,概念上是通过上模板的厚度来决定,在结构和使用要求都合理的情况下一般是越短越好,上面公式可以用来计算凸模长度。
上面的10~20毫米的公式包括冲头进入的深度、冲头的修模量以及闭合状态下冲模中卸料板与冲头夹板之间的距离。应根据冲模结构和要求对冲头长度进行修改。在冲头断面很小和被冲料的厚度和硬度很大的环境下,才有必要进行校验,不然,其实在通常情况下是不要计算冲头的强硬度的
冲头设计原理,你都知道哪些


















