日本THK直线导轨 LM滚动导轨精度规格
日本THK LM滚动导轨的精度可分为行走平行度、高度、宽度的容许尺寸公差。1根轴上使用几个THK滑块时,或同一
平面上安有几根轴时,规定了各型号的高度、宽度的成组相互公差。
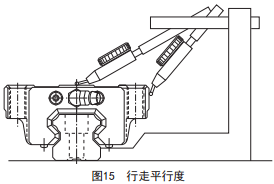
【行走平行度】
将THK轨道用螺栓固定在基准基础面上,使THK滑块在THK轨道全长上运动时,THK滑块与THK轨道基准面之间的
平行度误差。
【高度M的成组相互公差】
组装在同一平面上的各个THK滑块的高度(M)尺寸的最小值与最大值之差。
【宽度W2的成组相互公差】
组装在1根THK导轨上的各个THK滑块与THK轨道间的宽度(W2)尺寸的最大值与最小值之差。
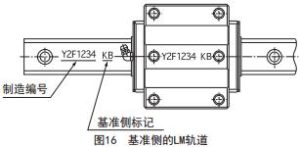
注1) 在同一平面上2轴以上平行使用时,宽度(W2)的容许尺寸公差、成组相互公差只适用于基准侧。在基准侧THK轨道的序号末尾,
印有“KB”标记。(但是,普通级产品除外)
注2) 精度测定值表示的是THK滑块中心点或中心部的平均值。
注3) 因THK轨道被加工成容易矫正的大弯曲形,将其压紧安装在机械本体的基准面上可得到所要求的精度。
安装在像铝基座之类无刚性的地方使用时,THK轨道的弯曲会影响机械精度,故有必要事前规定THK轨道的直线度。




















