
自动化机器TBI线性滑轨TRH20VL
优势特点:自动化机器TBI线性滑轨TRH20VL直线导轨属于高组装系列直线导轨,组合高度为30mm,滑块安装孔为32*36mm。直线导轨适用高速运动且大幅降低机台所需驱动马力 由于直线导轨移动时摩擦力非常小只需较小动力便能让床台运行尤其是床台的工作方式为经常性往返运行时更能明显降低机台电力损耗量.且因其摩擦产生的热较小可适用于高速运行。
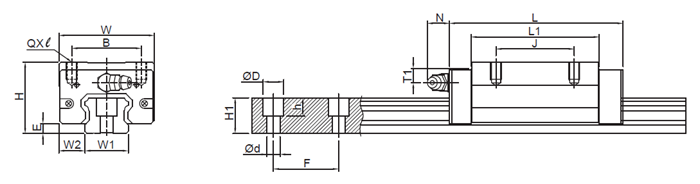
| 型号 | 组装规格mm | 滑块尺寸mm | 滑轨mm | |||||||||||||||
| H | W2 | E | W | B | J | L | L1 | Q×l | T1 | 油孔 | N | W1 | H1 | ΦD | h | Φd | F | |
| TRH20VL | 30 | 12 | 4.6 | 44 | 32 | 36 | 80.6 | 59 | M5×7 | 14 | M6×1 | 14 | 20 | 16.5 | 9.5 | 8.5 | 6 | 60 |
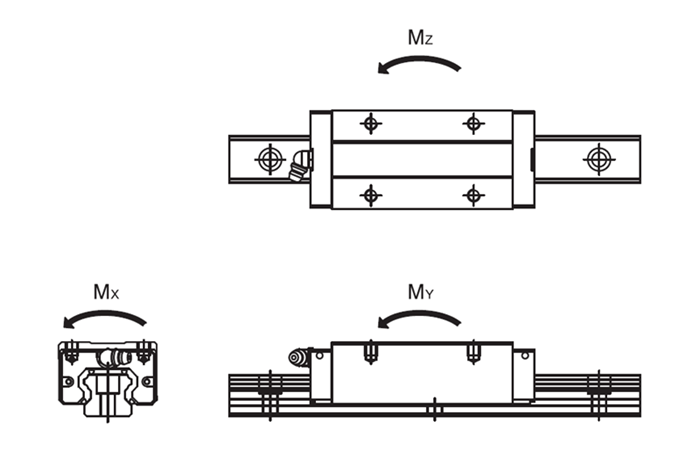
| 型号 | 额定负载kgf | 容许静力矩 | 重量 | ||||||
| C | Co | Mx(kgf-mm) | My(kgf-mm) | Mz(kgf-mm) | 滑块kg | 滑轨kg/m | |||
| 单滑块 | 单滑块 | 双滑块 | 单滑块 | 双滑块 | |||||
| TRH20VL | 2125 | 3891 | 39299 | 36965 | 176924 | 36965 | 176924 | 0.34 | 2.28 |
我国数控机床行业发展趋势:
1、可靠性最大化
数控机床的可靠性一直是用户最关心的主要指标。数控系统将采用更高集成度的电路芯片,利用大规模或超大规模的专用及混合式集成电路,以减少元器件的数量,来提高可靠性。通过硬件功能软件化,以适应各种控制功能的要求,同时采用硬件结构机床本体的模块化、标准化和通用化及系列化,使得既提高硬件生产批量,又便于组织生产和质量把关。还通过自动运行启动诊断、在线诊断、离线诊断等多种诊断程序,实现对系统内硬件、软件和各种外部设备进行故障诊断和报警。利用报警提示,及时排除故障;利用容错技术,对重要部件采用“冗余”设计,以实现故障自恢复;利用各种测试、监控技术,当生产超程、刀损、干扰、断电等各种意外时,自动进行相应的保护。
2、控制系统小型化
数控系统小型化便于将机、电装置结合为一体。目前主要采用超大规模集成元件、多层印刷电路板,采用三维安装方法,使电子元器件得以高密度安装,较大规模缩小系统的占有空间。而利用新型的彩色液晶薄型显示器替代传统的阴极射线管,将使数控操作系统进一步小型化。这样可以方便地将它安装在机床设备上,更便于对数控机床的操作使用。
3、多功能化
配有自动换刀机构(刀库容量可达100把以上)的各类加工中心,能在同一台机床上同时实现铣削、镗削、钻削、车削、铰孔、扩孔、攻螺纹等多种工序加工,现代数控机床还采用了多主轴、多面体切削加工。数控系统实现数控机床之间的数据通信,也可以直接对多台数控机床进行控制。
4、高速度、高精度化
速度和精度是数控机床的两个重要指标,它直接关系到加工效率和产品质量。目前,数控系统采用位数、频率更高的处理器,以提高系统的基本运算速度。同时,采用超大规模的集成电路和多微处理器结构,以提高系统的数据处理能力,即提高插补运算的速度和精度。并采用直线电动机直接驱动机床工作台的直线伺服进给方式,其高速度和动态响应特性相当优越。采用前馈控制技术,使追踪滞后误差大大减小,从而改善拐角切削的加工精度。
5、智能化
现代数控机床将引进自适应控制技术,根据切削条件的变化,自动调节工作参数,使加工过程中能保持最佳工作状态,从而得到较高的加工精度和较小的表面粗糙度,同时也能提高刀具的使用寿命和设备的生产效率。具有自诊断、自修复功能,在整个工作状态中,系统随时对CNC系统本身以及与其相连的各种设备进行自诊断、检查。一旦出现故障时,立即采用停机等措施,并进行故障报警,提示发生故障的部位、原因等。还可以自动使故障模块脱机,而接通备用模块,以确保无人化工作环境的要求。为实现更高的故障诊断要求,其发展趋势是采用人工智能专家诊断系统。
6、数控编程自动化
随着计算机应用技术的发展,目前CAD/CAM图形交互式自动编程已得到较多的应用,是数控技术发展的新趋势。它是利用CAD绘制的零件加工图样,再经计算机内的刀具轨迹数据进行计算和后置处理,从而自动生成NC零件加工程序,以实现CAD与CAM的集成。随着CIMS技术的发展,当前又出现了CAD/CAPP/CAM集成的全自动编程方式,它与CAD/CAM系统编程的最大区别是其编程所需的加工工艺参数不必由人工参与,直接从系统内的CAPP数据库获得。










产品型号太多,不知道怎么选择型号,请联系客户。




