微信
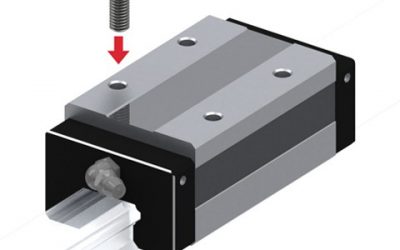
微信 (1)THK具有互换性
由于对生产制造精度严格管控,直线导轨尺寸能维持在一定的水准内,且滑块有保持器的设计以防止钢珠脱落,因此部份系列精度具可互换性,客户可依需要订购导轨或滑块,亦可分开储存导轨及滑块,以减少储存空间。
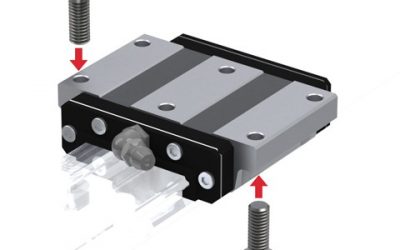
(2) 所有方向皆具有高刚性
运用四列式圆弧沟槽,配合四列钢珠等45度之接触角度,让钢珠达到理想的两点接触构造,能承受来自上下和左右方向的负荷;在必要时更可施加预压以提高刚性。
(3) 自动调心能力
来自圆弧沟槽的DF(45-°45)°组合,在安装的时候,藉由钢珠的弹性变形及接触点的转移,即使安装面多少有些偏差,也能被线性滑块内部吸收,产生自动调心能力之效果而而得到高精度稳定的平滑运动。
导轨精度等级分为(行走平行度,以下以导轨100mm长为例)
普通级(无标注/C)5μm
高级(H)3μm
精密级(P)2μm
超精密级(SP)1.5μm
超超精密级(UP)1μm
机械加工(以下简称机加工)精度是指零件加工后的实际几何参数(尺寸、形状和位置)与理想几何参数的符合程度。机械加工精度包括尺寸精度、形状精度和位置精度三个方面。下面提供较为简单的方法:
1、减少原始误差。提高加工零件所使用机床的几何精度,提高夹具、量具及工具本身精度,控制工艺系统受力、受热变形产生的误差,减少刀具磨损、内应力引起的变形误差,尽可能减小测量误差等均属于直接减少原始误差。为了提高机加工精度,需对产生加工误差的各项原始误差进行分析,根据不同情况对造成加工误差的主要原始误差采取相应的解决措施。对于精密零件的加工应尽可能提高所使用精密机床的几何精度、刚度和控制加工热变形;对具有成形表面的零件加工,则主要是如何减少成形刀具形状误差和刀具的安装误差。
2、误差补偿法。对工艺系统的一些原始误差,可采取误差补偿的方法以控制其对零件加工误差的影响。
3、转移原始误差。该方法的实质就是将原始误差从误差敏感方向转移到误差非敏感方向上去。转移原始误差至非敏感方向。各种原始误差反映到零件加工误差上的程度与其是否在误差敏感方向上有直接关系。若在加工过程中设法使其转移到加工误差的非敏感方向,则可大大提高加工精度。转移原始误差至其他对加工精度无影响的方面。











CA")