微信
微信
滑动导轨的直线滑动精度,也基本等同于导轨导向直线运动导块(滑块)的精度。但是导轨的精度直接受固定安装面形状的影响。因此为了确保导轨精度,就必须充分保证安装面的直线度・平行度等精度要求。在此对滑动导轨2个安装面(导轨安装面、滑块安装面)的设计要点进行说明。
(1)2个安装面的基准面高度和避让部(角部)形状(参考【图1】)
要将导轨和滑块精确对齐固定到各自安装面,安装面的角部必须设定避让槽或加工为比导轨和滑块各自的C倒角尺寸更小的圆角。(参考【表1】)。
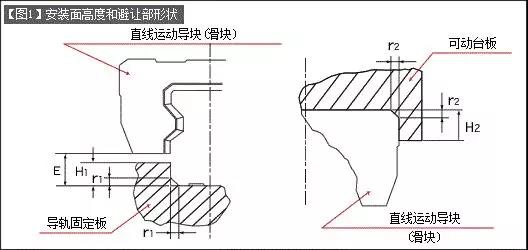
【表1】安装面凸台部高度和避让部半径
(mm)
外形参考值 (全高x滑块宽度x滑块长度)避让部半径 (导轨部) r1(最大)导轨部半径 (滑块部) r2(最大)凸台部高度 (导轨部) H1凸台部高度 (滑块部) H2E16x60x55(SSEBT型)0.40.42.54442x90x67(SVRZ型)11569 |
(2)安装面精度
2条导轨平行安装的方法,一般是以固定于【图1】所示的安装面上的导轨作为基准,将另1条导轨在滑块预工作状态下调整固定。【图2】是将导轨安装到有2个导轨安装面的固定板上的构造事例。
(1)轴向的平行度精度(参考【图2】)
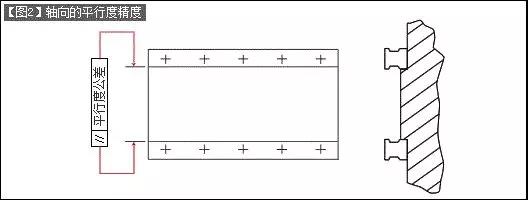
(mm)
轴向平行度公差一般轻预压16x60x55(SSEBT型)0.02-42x90x67(SVRZ型)0.060.04 |
(2)轴向基准面精度(参考【图3】)

(mm)
轴向基准面公差一般轻预压等级公差精度(X)0.00030W0.00020W |
X = X1(导轨安装面段差)+ X2(滑块安装面段差)
(3)轴向基准面精度(参考【图4】)
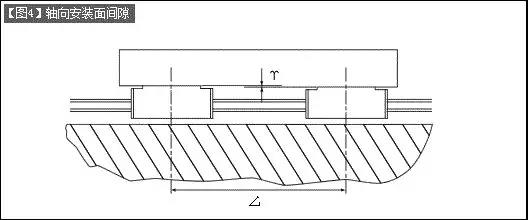
轴向安装面间隙0.000036L |
滑动导轨受以上几点安装面精度的影响、产品精度会降低;大数量循环滚珠构造有平衡其精度降低的效果,使实际精度降低值减小到原来的1/2〜1/10。
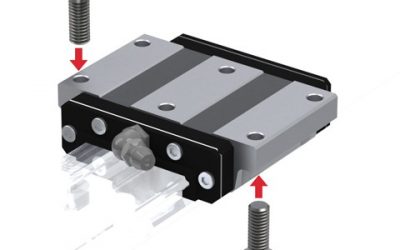
直线导轨相对安装面基准,在垂直、水平2个方向通过螺丝紧固固定。直线导轨属于较长的弹性体,螺栓固定时的紧固力会使其变形,从而产生误差。下面介绍一下垂直、水平各方向上螺栓的紧固技巧。
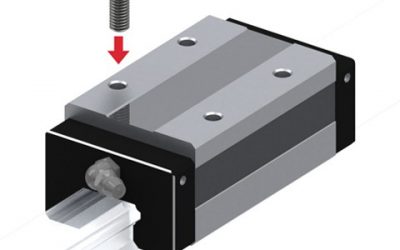
(1)导轨垂直方向的安装方法
直线导轨垂直方向的运动精度受以下2个要素的影响。(参考【图1】)
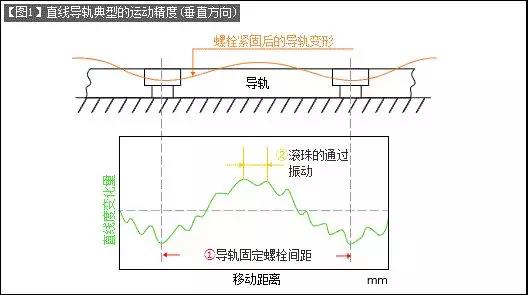
1. | 因固定螺栓间距而变动 | |
2. | 滑块滚珠的通过振动 |
要素1是由于导轨固定时螺栓的紧固力使导轨发生变形(【图1】)。具体的措施就是在组装时使用扭矩扳手,用相等的紧固力把全部螺丝先进行轻预紧固定,之后再加大紧固力进行固定。
对于高精度产品,在螺栓固定导轨的状态下、通过再次进行精加工,将螺丝紧固引起的误差降低到最小。导轨的安装表面可通过研磨加工提高其直线度和粗糙度的精度。 另外,一般情况下导轨的安装基准面也需要进行研磨加工、得到与导轨相同的表面精度。即便如此,由于导轨呈细长形状、也必须要无间隙的将导轨安装到固定基准面上。










CA")