微信
微信为满足现代机械的要求,越来越多的机床采用了滚动直线导轨等滚动元件导向系统,这样使传统每分钟几米的快速进退,提高到了十几米,几十米。有效的提高了机床的生产率,在直线导轨有效寿命期间,机床可以连续的运行。
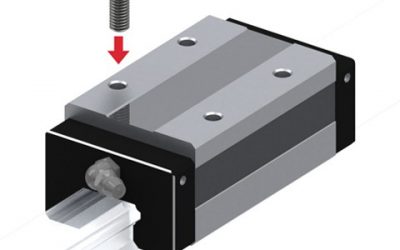
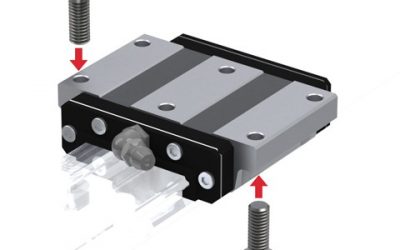
机床应注意合理增加阻尼,提高动刚度增加机床阻尼的方案很多,如在机床外壁上附加一层具有高内阻的粘弹性–沥青制成的高分子聚合物和油漆胰子等;在结构中嵌人粘弹性阻尼材料;将型砂保留在铸件内或将专门的细铁丸封闭在铸件内。在二导轨间增加一中间阻尼靴(滑座),此滑座内表面喷除了一种滑动支承材料,与所有导向表面都形成30μm的挤压油膜间隙,其阻尼减振效果良好。
机床应有较高的抗振性采用直线滚动导轨的机床极易产生振动,运动部件的高速进退,使机床床身受到很大的冲击,直线滚动导轨副阻尼极低,抗振性能很差,这周期性的冲击极易使机床产生振动而导致加工表面产生形状误差和波纹,尤其是磨床或高精度机床其影响更为明显,而对闭环伺服控制系统还可能导致系统的不稳定。采用直线滚动导轨的机床振动模型与无阻尼受迫振动近似,此模型可以用动量守恒和能量守恒原理来近似求解:式中:m—运动部件的质量;M—机床本体的质量;k—机床的静刚性;v—运动部件快速进退速度;Amax—机床最大振幅。由上式可以看出,减小m和增大M、增加k皆可减小机床的最大振幅Amax,而增大机床本体重量的方法却较少使用,因为增大机床本体M会降低机床的固有频率,使机床共振频率偏低,对消除谐振不利,因此单纯用增加壁厚的办法来提高机床刚性,对提高机床的抗振性是没有帮助的。











CA")