微信
微信经常有客人咨询我们为什么冲头容易断挂台,冲头断挂台在冲压的时候容易被拔断,挂台断的原因有冲头材质的原因,有冲头加工时头部是否退火淬火的原因,也有模具间隙配合不当的原因。我们在关注冲头的加工、价格、交期、品质等一系列问题时也不能忽略冲头的使用问题,错误的使用装配方式是可能影响到冲头的使用寿命的。比如在装配冲头时冲头与模具之间的间隙应该怎样控制呢?
据调查,在冲模装配时,保证凸、凹模间隙大小及均匀一致性,是有助于延长冲头的使用寿命。质量再好的冲头也是需要得到合理使用的。装配时,固定一方的位置,另一方再做配合,当然位置的确认是根据设计的图纸做的,冲头也是按照图纸进行加工,所以不用担心适配性的问题。但要想均匀控制间隙还是不简单的。

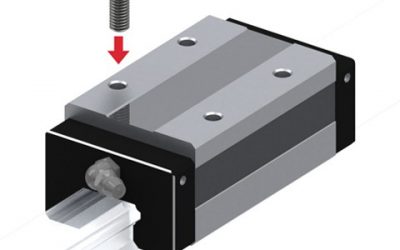
首先,在装配好后,可以利用光是直线传播的物理方式,进行间隙查看,当发现间隙不均勾时,可通过小锤轻轻敲击冲头固定板侧面,使冲头向间隙偏大方向移动,反复观察,直到均匀为止。最后用螺钉、销钉将其位置固紧。
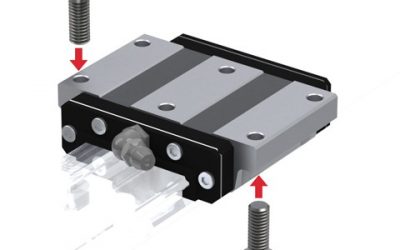
再就是间隙稍大的时候,就可以利用垫片,在凹模刃口放置垫片,垫片也是常用的一种模具配件,这样就可以调节两者之间的间隙,当然垫片也根据需要按图纸加工的。配合上是没有问题的。
能用、好用才是最终目的,当然保证冲头质量,延长使用寿命也是很重要的。











CA")