微信
微信滚珠丝杆主要技术要求:
1、尺寸精度
轴颈是轴类零件的主要表面,它影响轴的回转精度及工作状态。轴颈的直径精度根据其使用要求通常为IT6~IT9,精密轴颈可达IT5。
2、几何形状精度
轴颈的几何形状精度(圆度、圆柱度),一般应限制在直径公差点范围内。对几何形状精度要求较高时,可在零件图上另行规定其允许的公差。
3、位置精度
主要是指装配传动件的配合轴颈相对于装配轴承[轴承:轴承(“Bearing”,日本人称“轴受”)是在机械传动过程中起固定和减小载荷摩擦系数的部件。也可以说,当其它机件在轴上彼此产生相对运动时,用来降低动力传递过程中的摩擦系数和保持轴中心位置固定的机件。]的支承轴颈的同轴度,通常是用配合轴颈对支承轴颈的径向圆跳动来表示的;根据使用要求,规定高精度轴为0.001~0.005mm,而一般精度轴为0.01~0.03mm。
此外还有内外圆柱面的同轴度和轴向定位端面与轴心线的垂直度要求等。
4.表面粗糙度
根据零件的表面工作部位的不同,可有不同的表面粗糙度值,例如普通机床主轴支承轴颈的表面粗糙度为Ra0.16~0.63um,配合轴颈的表面粗糙度为Ra0.63~2.5um,随着机器运转速度的增大和精密程度的提高,轴类零件表面粗糙度值要求也将越来越小。
轴类零件的加工工艺因其用途、结构形状、技术要求、产量大小的不同而有差异。而轴的工艺规程编制是生产中最常遇到的工艺工作。
轴类零件加工的主要问题:轴类零件加工的主要问题是如何保证各加工表面的尺寸精度、表面粗糙度和主要表面之间的相互位置精度。
具体指标有:
(1)单个螺距允差
(2)中径圆度允差;
(3)外径相等性允差;
(4)外径跳动允差;
(5)牙形半角允差;
(6)中径为尺寸公差;
(7)外径为尺寸公差;
(8)内径为尺寸公差。






SA")



CA")



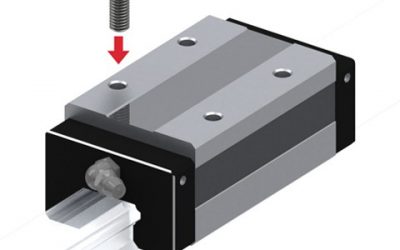
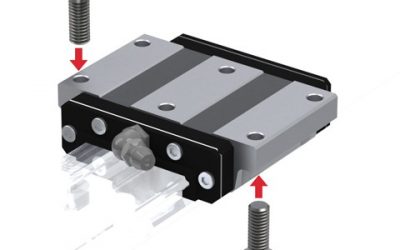
SHS-R窄螺纹孔滑块
SHS-R窄螺纹孔滑块 每排滚珠以45度的接触角放置,使得施加在LM滑块上的额定载荷在四个方向(径向,反向径向 […]