微信
微信1、基础件上安装导轨副的安装平面的精度要求:
使用单根导轨副的安装面其平面精度可略低于导轨副运行精度。
同一平面内使用两根或两根以上导轨副时,其安装面精度可低于导轨副运行精度。建议按下表选用的精度要求:
2、导轨副连接基准面的结构形式:
3、安装基面的台肩高度及倒角形式:
· 将滑块和导轨安装在床身和工作台时,为使滑块和导轨不与基础件发生干涉,按下表中的r值加工或相应加工成清角槽:
4、滚动直线导轨副的安装调整:
安装与使用
请小心轻拿轻放,避免磕碰以影响导轨副的直线精度。不允许将滑块拆离导轨或超过行程又推回去。若因安装困难,需要拆下滑块,可向我公司定购引导轨。(引导轨是一种装配辅助工具,其实际尺寸比导轨小一号。需要时,可将导轨与引导轨的端头对接,把滑块从导轨推到引导轨上,当导轨安装好后,再将滑块从引导轨推到导轨上,注意基准方向)。
安装注意事项
首先正确区分基准导轨副与非基准导轨副(基准导轨上有J的标记,滑块上有磨光的基准侧面):
其次认清导轨副安装时所需的基准侧面:
导轨副的基本安装步骤:
(1)、基准导轨副的安装方法(有下述两种方法):
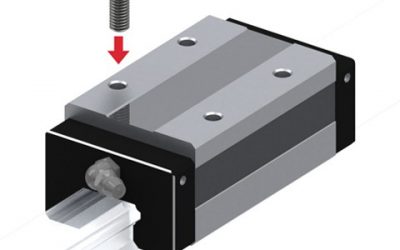
a、利用U型夹头将导轨的基准侧面与安装台阶的基准侧面夹紧,然后在该处用固定螺栓拧紧(建议采用配攻螺纹孔),由一端开始,依次将导轨固定:
b、无安装台阶时,将导轨一端固定后,按所示方法将表针靠在导轨的基准侧面,以直线块规为基准,自导轨的一端开始读取指针值校准直线度,并依次将导轨固定.
(2)、非基准导轨副的安装方法:
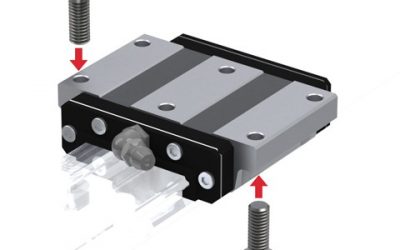
将吸铁表座固定在基准导轨副的滑块上,量表的指针顶在非基准导轨副的导轨基准侧面,从导轨的一端开始读取平行度一面顺次将非基准导轨副固定好。
(3)、接长导轨副的区分:
当使用接长导轨时,我们采用同一套导轨副编同一英文大写字母,连续阿拉伯数字表示连接顺序,对接端头由同一阿拉伯数字相连。
(4)、紧固螺栓时,建议采用恒扭矩扳手并按下表推荐扭矩值进行:单位:N·m
5、 滚动直线导轨副的防护与润滑:
要注意工作环境与装配过程中的清洁,不能有铁屑、杂质、灰尘等粘附在导轨副上。若工作环境有粉尘时,除利用导轨的密封外,还应考虑增加防尘装置。
润滑的主要目的是减小磨擦和磨损以防止过热,破坏其内部结构,影响导轨副的运动功能。当滚动直线导轨副的运行速度为高速时(V≥15m/min),推荐使用N32润滑油(GGB443-84),40℃时28.5~35.2cst, 相当于旧标准的20号机械油,定期润滑或接油管强制润滑。低速时(V<15m/min)推荐使用锂基润滑脂润滑。




SB")







CA")